cnc flip part and get proper starting point I have an operation that requires me to flip the part, and cut from the back, hoping that the outlines match up. To do this, after my first facing op, I bore two 6.03mm holes at 5" apart, and .
On normal electrical boxes, screws are usually 6-32. this being a bit light for a fan, also expect 8-32 or 10-32. Ground screws are 10-32. It's not a coincidence that they are -32, given the thickness of standard metal junction boxes, that is the minimum number of threads to properly engage. Never use sheetmetal screws.
0 · offset in cnc parts
1 · cnc machining practice
2 · cnc machining offset instructions
Choosing the right size of screws for these boxes is crucial to ensure a secure and stable installation. The most common electrical box screw size is 6-32, but for heavier applications, 8-32 or 10-32 screws are used. The thread pitch for all these screw sizes is 32.
OP #1 - set your origin on the part not the rough stock. This requires touching off the stock and then insetting to account for the amount of material you want to remove from x,y and .
To flip a part, and listen closely, because this is very very tricky. I pick it up... Then flip it over... Its is a very very difficult procedure that should only be performed by those .
You only need to insure that the alignment is constant when you flip it. If you are starting out with square or rectangular stock it is even easier. The only requirement at that .First I drill into the wasteboard with a special toolpath based on the location of the holes. Then I insert dowel pins through the workpiece. I can flip the part and keep perfect alignment. I would . In this video, Dana shows us the best and easiest way to find the origin/starting point when using your CNC machine. It is very important to know how to find the origin point .
I have an operation that requires me to flip the part, and cut from the back, hoping that the outlines match up. To do this, after my first facing op, I bore two 6.03mm holes at 5" apart, and . Be sure in job setup you have chosen the correct settings (material surface vs machine bed/spoilboard surface) & the start location (corner vs center of material) Some . In the "Preview" mode, the toolpath DOES show the proper corner I set the origin point at. However, when I jog the router through the Control Panel to the appropriate corner to . If your part is not centered in the stock and you flip about the wrong axis, you'd get an offset. Click to expand. The part should be centered in the stock according to the way we set the toolpaths.
offset in cnc parts
What is a CNC flip part? In this article we have explained the various types of flip part angles and their dimensions that help in accurate cnc machining. OP #1 - set your origin on the part not the rough stock. This requires touching off the stock and then insetting to account for the amount of material you want to remove from x,y and z. This will account for varying lengths of rough stock. OP#2 - . To flip a part, and listen closely, because this is very very tricky. I pick it up... Then flip it over... Its is a very very difficult procedure that should only be performed by those that have been trained in the difficult art of patting your head and rubbing your belly.
cnc machining practice
When I put the physical stock in the vise I shunt it up against the stop and touch off the Z height and begin the first op. All seems well at this point, but when I flip the part I make sure the newly machined dimensions are now pressed against the stop and in CAM i set the datum off the model edge. To "flip" the part, just use a new "machine setup" where you change the location of the origin, which also involves flipping the Z axis with the small button to the right of the "Z Direction" button in your Machine Setup settings.
You only need to insure that the alignment is constant when you flip it. If you are starting out with square or rectangular stock it is even easier. The only requirement at that point is that the most forward edge remain attached and that it is aligned perfectly with the X axis travel. First I drill into the wasteboard with a special toolpath based on the location of the holes. Then I insert dowel pins through the workpiece. I can flip the part and keep perfect alignment. I would consider using those threaded holes for guides.
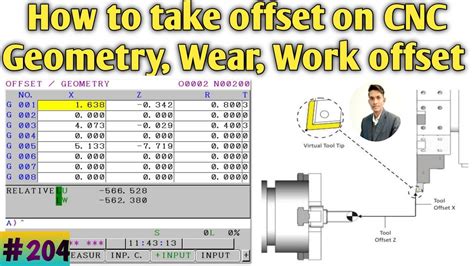
In this video, Dana shows us the best and easiest way to find the origin/starting point when using your CNC machine. It is very important to know how to find the origin point correctly, as it ensures the successfulness of your projects . I have an operation that requires me to flip the part, and cut from the back, hoping that the outlines match up. To do this, after my first facing op, I bore two 6.03mm holes at 5" apart, and then use these to align with the mounting holes in my bed. If your part is not centered in the stock and you flip about the wrong axis, you'd get an offset. Click to expand. The part should be centered in the stock according to the way we set the toolpaths.
What is a CNC flip part? In this article we have explained the various types of flip part angles and their dimensions that help in accurate cnc machining. OP #1 - set your origin on the part not the rough stock. This requires touching off the stock and then insetting to account for the amount of material you want to remove from x,y and z. This will account for varying lengths of rough stock. OP#2 - . To flip a part, and listen closely, because this is very very tricky. I pick it up... Then flip it over... Its is a very very difficult procedure that should only be performed by those that have been trained in the difficult art of patting your head and rubbing your belly.
When I put the physical stock in the vise I shunt it up against the stop and touch off the Z height and begin the first op. All seems well at this point, but when I flip the part I make sure the newly machined dimensions are now pressed against the stop and in CAM i set the datum off the model edge. To "flip" the part, just use a new "machine setup" where you change the location of the origin, which also involves flipping the Z axis with the small button to the right of the "Z Direction" button in your Machine Setup settings. You only need to insure that the alignment is constant when you flip it. If you are starting out with square or rectangular stock it is even easier. The only requirement at that point is that the most forward edge remain attached and that it is aligned perfectly with the X axis travel.
wholesale lunch box stainless steel quotes
First I drill into the wasteboard with a special toolpath based on the location of the holes. Then I insert dowel pins through the workpiece. I can flip the part and keep perfect alignment. I would consider using those threaded holes for guides.
In this video, Dana shows us the best and easiest way to find the origin/starting point when using your CNC machine. It is very important to know how to find the origin point correctly, as it ensures the successfulness of your projects .
cnc machining offset instructions
One of the best things about a metal bed frame is the fact that it has less maintenance. Metal does not dent or scratch as easily as wood, making it the more attractive option. It also won't .
cnc flip part and get proper starting point|cnc machining offset instructions