cnc machine g54 button G-Code is a special programming language that is interpreted by Computer Numerical Control (CNC) machines to create motion and other tasks. It is a language that can be quite complex at times and can vary from machine to . Learning how to wire a breaker box for 220V outlets helps you prevent incidents like overloads, short circuits, and circuit breaker trips.
0 · work offset g54
1 · mach4 lathe g54.1
2 · g54 g59 cnc offset
3 · g54 g59 cnc codes
4 · g54 cnc codes
5 · cnc work offset g54
6 · cnc g54 g59
7 · cnc coordinates g54 g59
Do you have pictures or examples of dividers being used in Large Pull or Junction boxes? The box I am looking at is about 36"x36"x24" NEMA 4X and will have Power, Class 1, FA, and Comm Cables. Need to divide it into 3 sections.
work offset g54
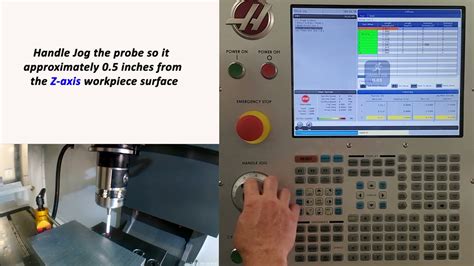
Use a tool with preset height, make sure that the matching tool # is active on the CNC. Touch off the tool on the tool setter until the dial reads 0. Press MEMORY button, then press HANDLE JOG button. This zeros out the Distance To Go . Make sure you read to the end to see how good use of Work Offsets can dramatically increase production on your CNC Machine. So you wrote your program and it looks great on your simulation. Great but your machine .G-Code is a special programming language that is interpreted by Computer Numerical Control (CNC) machines to create motion and other tasks. It is a language that can be quite complex at times and can vary from machine to .
The G54 command tells the CNC machine where your part is located. To put it differently, the G54 code sets the work offset zero location to be used currently in your CNC .
mach4 lathe g54.1
g54 g59 cnc offset
To use this feature: 1. Press the Offset button, and then WORK soft key at the bottom of the screen. 2. Move the cursor to the G54 bank of offsets. 3. Move the tool to . G54 is an offset to the machine home position. For a mill: Call the lower left corner 0,0 machine home with a table that's 20" x 16". If you wish to indicate your part 0,0 to the . Go to the Work Offset page, then cursor to the offset # you want to set (or type in the offset number, and press the [NO.SRH] soft key). You don't have to be in the X field, just in the .
I am able to set g54 through g59, but don’t know exactly how to use them. If I use the MDI and type in g55, then hit run, nothing happens. I would expect the machine to go to .
In my cnc machine, I change out tools manually. Every time I change a tool, I have to find the new tool height. I do this via my MPG, lowering the tool down on the Z axis until the .Use a tool with preset height, make sure that the matching tool # is active on the CNC. Touch off the tool on the tool setter until the dial reads 0. Press MEMORY button, then press HANDLE JOG button. This zeros out the Distance To Go value before jogging to the top of the part.G54, G55, G56, G57, G58, and G59 (Usually referred to as “G54-G59“) are a group of CNC codes that specifies the “work offset” or the location of the workpiece on the machine’s table. They compensate for the workpiece’s position variations relative to the machine’s zero point.
Make sure you read to the end to see how good use of Work Offsets can dramatically increase production on your CNC Machine. So you wrote your program and it looks great on your simulation. Great but your machine hasn’t got a clue where your part is.G-Code is a special programming language that is interpreted by Computer Numerical Control (CNC) machines to create motion and other tasks. It is a language that can be quite complex at times and can vary from machine to machine.
drawers that hang on metal wall brackets
The G54 command tells the CNC machine where your part is located. To put it differently, the G54 code sets the work offset zero location to be used currently in your CNC program. On most CNC machines, the G54 through G59 codes are for selecting these work offsets or work coordinate systems.
To use this feature: 1. Press the Offset button, and then WORK soft key at the bottom of the screen. 2. Move the cursor to the G54 bank of offsets. 3. Move the tool to X0/Y0/Z0/B0. 4. To set X Workshift, key in X0 and then press the MEASURE soft key at the bottom of the screen. The Workshift for X should now have been registered. 5. G54 is an offset to the machine home position. For a mill: Call the lower left corner 0,0 machine home with a table that's 20" x 16". If you wish to indicate your part 0,0 to the center of the table, then your G54 offset (shift) will be x+10.000, y+8.000. Whenever your g-code program goes to a position, it will add +10.000 to your x & +8.000 to y. Go to the Work Offset page, then cursor to the offset # you want to set (or type in the offset number, and press the [NO.SRH] soft key). You don't have to be in the X field, just in the correct offset #. Type X-.1, then press the [MEASUR] soft key. I am able to set g54 through g59, but don’t know exactly how to use them. If I use the MDI and type in g55, then hit run, nothing happens. I would expect the machine to go to that point.
In my cnc machine, I change out tools manually. Every time I change a tool, I have to find the new tool height. I do this via my MPG, lowering the tool down on the Z axis until the tool touches the top of the stock.Use a tool with preset height, make sure that the matching tool # is active on the CNC. Touch off the tool on the tool setter until the dial reads 0. Press MEMORY button, then press HANDLE JOG button. This zeros out the Distance To Go value before jogging to the top of the part.
G54, G55, G56, G57, G58, and G59 (Usually referred to as “G54-G59“) are a group of CNC codes that specifies the “work offset” or the location of the workpiece on the machine’s table. They compensate for the workpiece’s position variations relative to the machine’s zero point. Make sure you read to the end to see how good use of Work Offsets can dramatically increase production on your CNC Machine. So you wrote your program and it looks great on your simulation. Great but your machine hasn’t got a clue where your part is.G-Code is a special programming language that is interpreted by Computer Numerical Control (CNC) machines to create motion and other tasks. It is a language that can be quite complex at times and can vary from machine to machine.
The G54 command tells the CNC machine where your part is located. To put it differently, the G54 code sets the work offset zero location to be used currently in your CNC program. On most CNC machines, the G54 through G59 codes are for selecting these work offsets or work coordinate systems.
To use this feature: 1. Press the Offset button, and then WORK soft key at the bottom of the screen. 2. Move the cursor to the G54 bank of offsets. 3. Move the tool to X0/Y0/Z0/B0. 4. To set X Workshift, key in X0 and then press the MEASURE soft key at the bottom of the screen. The Workshift for X should now have been registered. 5.
G54 is an offset to the machine home position. For a mill: Call the lower left corner 0,0 machine home with a table that's 20" x 16". If you wish to indicate your part 0,0 to the center of the table, then your G54 offset (shift) will be x+10.000, y+8.000. Whenever your g-code program goes to a position, it will add +10.000 to your x & +8.000 to y. Go to the Work Offset page, then cursor to the offset # you want to set (or type in the offset number, and press the [NO.SRH] soft key). You don't have to be in the X field, just in the correct offset #. Type X-.1, then press the [MEASUR] soft key.
I am able to set g54 through g59, but don’t know exactly how to use them. If I use the MDI and type in g55, then hit run, nothing happens. I would expect the machine to go to that point.
g54 g59 cnc codes
NM-cables must be securely fastened where they enter an electric panel, so that tugging on a cable from outside the box will not pull wires loose from their terminations inside. This is .
cnc machine g54 button|g54 cnc codes