ciclos fijos torno cnc fanuc El documento es un manual de programación para tornos CNC con control FANUC serie 0i. Explica los conceptos básicos de programación de tornos CNC como la estructura de los programas, los diferentes códigos de . Junction Box Connector Specifications: Available in 2 ways, one in and one out, and is delivered in a four-position terminal block. Size: 82 x 66 x 42mm/3.23" x 2.60" x 1.65" (L*W*H). Terminal block current:40A. Terminal block voltage: AC 450V. Available wire diameter: 5-9mm, 9-12mm,10-14mm.
0 · Programación CNC Fanuc
1 · Manual de
2 · G76
3 · Ciclos de Mecanizado (FANUC) PDF
4 · Ciclos Fijos Codigo g70 g71 g72 g73
5 · Ciclo fijo de acabado. Instrucción G70 (code A)
6 · CICLOS FIJOS (G68,G69, G88) Ciclos fijos 1.2 de
7 · Actividad 14 Torno CNC "Ciclos Fijos G70, G71, G75 y G76"
8 · 5 CICLO FIJO DE DESBASTE G70
In this article, I'll demonstrate how to approach two-sided machining on a CNC router by creating a lidded box, a project that uses two separate two-sided setups—one for the box and one for the lid. I use VCarve software (vectric.com) to design my CNC projects and output toolpaths.
El documento es un manual de programación para tornos CNC con control FANUC serie 0i. Explica los conceptos básicos de programación de tornos CNC como la estructura de los programas, los diferentes códigos de .

laser sheet metal cutting machine exporters
Este documento describe varios ciclos fijos para el torno CNC Fanuc OT-A, incluyendo: 1) G74 para taladrado profundo, 2) G71 para desbaste de perfiles, . Programación tono CNC con ciclos fijos (a pie de máquina) para control Fanuc Ciclo fijo de acabado en torno. Se utiliza esta función para realizar el acabado en un perfil. Es decir, un ciclo fijo de acabado. Tan solo es .

Programación CNC Fanuc
el ciclo fijo ahorra programacion ,solo damos las medidas finales y la profundidad de cada pasada o cada torneada ,y luego se hace una pasada final de termin. En este video te muestro como utilizar los ciclos fijos para torno CNC, G71(Desbaste en X), G70 (Terminado en X), G75 (Ranurado) y G76 (Roscado). Simulando e.
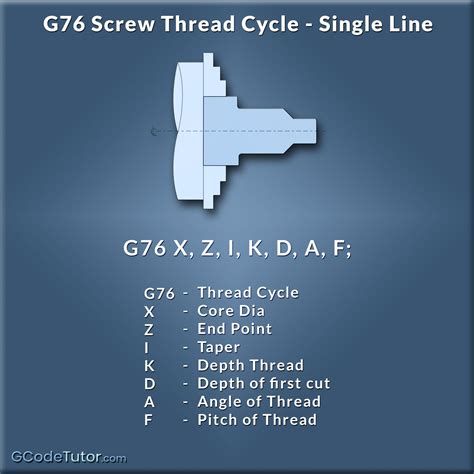
Los ciclos de roscado calculan internamente el número de pasadas necesarias y la profundidad de cada una para mantener un volumen o profundidad constante, en función de la profundidad de la primera pasada.Este documento describe los ciclos fijos G71, G72 y G73 para desbaste horizontal, vertical y seguimiento de perfil respectivamente en un torno CNC Fanuc. Explica el formato y parámetros de cada ciclo y provee ejemplos .La misión de un ciclo fijo es facilitar la programación de operaciones típicas de torneado, siendo posible programar en una sola línea operaciones completas de mecanizado. De este Ciclo fijo de roscado múltiple. Esta función nos permite mecanizar roscas métricas, cilíndricas o cónicas en más de una pasada. Previo a utilizar el ciclo, la herramienta debe estar bien posicionada tanto en el eje X como en el eje Z. Por consiguiente, la herramienta terminará en el punto d posicionamiento.
Manual de
G76
El documento es un manual de programación para tornos CNC con control FANUC serie 0i. Explica los conceptos básicos de programación de tornos CNC como la estructura de los programas, los diferentes códigos de interpolación como G01, G02 y G03, y ejemplos de ciclos de mecanizado como G70, G71 y G76.
Este documento describe varios ciclos fijos para el torno CNC Fanuc OT-A, incluyendo: 1) G74 para taladrado profundo, 2) G71 para desbaste de perfiles, 3) G70 para acabado de perfiles, 4) G75 para ranurado en el eje X. Explica los parámetros y la programación de cada ciclo.
Programación tono CNC con ciclos fijos (a pie de máquina) para control Fanuc
Ciclo fijo de acabado en torno. Se utiliza esta función para realizar el acabado en un perfil. Es decir, un ciclo fijo de acabado. Tan solo es necesario indicar el número de secuencia del primer bloque, el número del bloque al final del contorno y el avance.el ciclo fijo ahorra programacion ,solo damos las medidas finales y la profundidad de cada pasada o cada torneada ,y luego se hace una pasada final de termin.En este video te muestro como utilizar los ciclos fijos para torno CNC, G71(Desbaste en X), G70 (Terminado en X), G75 (Ranurado) y G76 (Roscado). Simulando e.Los ciclos de roscado calculan internamente el número de pasadas necesarias y la profundidad de cada una para mantener un volumen o profundidad constante, en función de la profundidad de la primera pasada.
Este documento describe los ciclos fijos G71, G72 y G73 para desbaste horizontal, vertical y seguimiento de perfil respectivamente en un torno CNC Fanuc. Explica el formato y parámetros de cada ciclo y provee ejemplos completos de su aplicación incluyendo el .La misión de un ciclo fijo es facilitar la programación de operaciones típicas de torneado, siendo posible programar en una sola línea operaciones completas de mecanizado. De este
Ciclo fijo de roscado múltiple. Esta función nos permite mecanizar roscas métricas, cilíndricas o cónicas en más de una pasada. Previo a utilizar el ciclo, la herramienta debe estar bien posicionada tanto en el eje X como en el eje Z. Por consiguiente, la herramienta terminará en el punto d posicionamiento. El documento es un manual de programación para tornos CNC con control FANUC serie 0i. Explica los conceptos básicos de programación de tornos CNC como la estructura de los programas, los diferentes códigos de interpolación como G01, G02 y G03, y ejemplos de ciclos de mecanizado como G70, G71 y G76.
Este documento describe varios ciclos fijos para el torno CNC Fanuc OT-A, incluyendo: 1) G74 para taladrado profundo, 2) G71 para desbaste de perfiles, 3) G70 para acabado de perfiles, 4) G75 para ranurado en el eje X. Explica los parámetros y la programación de cada ciclo. Programación tono CNC con ciclos fijos (a pie de máquina) para control Fanuc Ciclo fijo de acabado en torno. Se utiliza esta función para realizar el acabado en un perfil. Es decir, un ciclo fijo de acabado. Tan solo es necesario indicar el número de secuencia del primer bloque, el número del bloque al final del contorno y el avance.
el ciclo fijo ahorra programacion ,solo damos las medidas finales y la profundidad de cada pasada o cada torneada ,y luego se hace una pasada final de termin.
Ciclos de Mecanizado (FANUC) PDF
En este video te muestro como utilizar los ciclos fijos para torno CNC, G71(Desbaste en X), G70 (Terminado en X), G75 (Ranurado) y G76 (Roscado). Simulando e.Los ciclos de roscado calculan internamente el número de pasadas necesarias y la profundidad de cada una para mantener un volumen o profundidad constante, en función de la profundidad de la primera pasada.Este documento describe los ciclos fijos G71, G72 y G73 para desbaste horizontal, vertical y seguimiento de perfil respectivamente en un torno CNC Fanuc. Explica el formato y parámetros de cada ciclo y provee ejemplos completos de su aplicación incluyendo el .
Ciclos Fijos Codigo g70 g71 g72 g73
Explore our free collection of metal building house plans & floor plans for steel homes, including layouts & designs for 1, 2, 3, and 4-bedroom residential buildings
ciclos fijos torno cnc fanuc|Programación CNC Fanuc